CG_tell - Modulo Tell a Friend
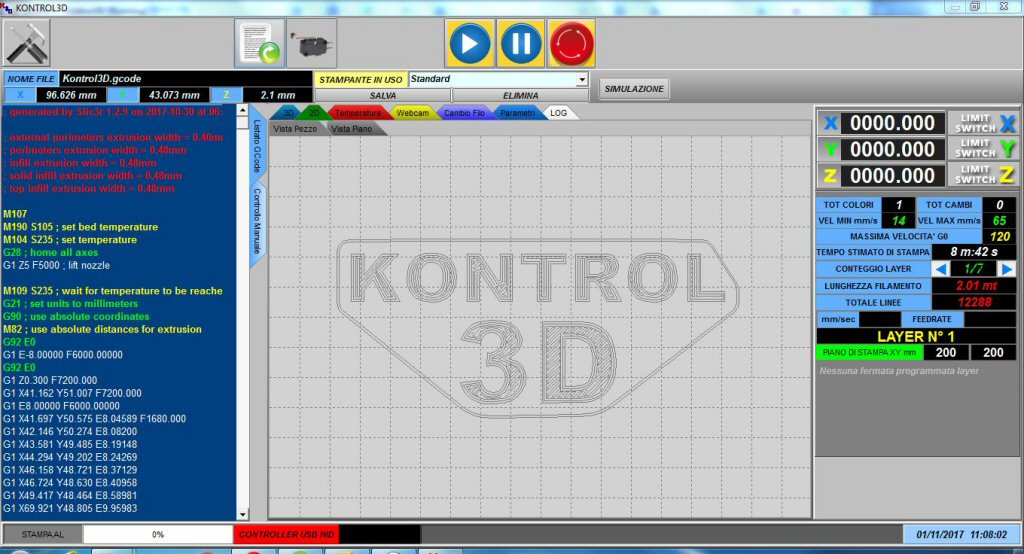
Kontrol 3D è un software ideato e scritto da Roberto Saraceno che aziona tramite una scheda hardware gli assi di una stampante 3D cartesiana (prossimamente anche una coreXY) seguendo le direttive del file GCODE caricato in memoria. Per funzionare necessita della scheda elettronica che dovrà essere connessa ad una porta USB. Dopo la connessione il software riconoscerà automaticamente la scheda in modalità HID e non sarà necessario installare nessun driver esterno.
Molte stampanti 3D sono dotate di un controller autonomo che leggendo il file GCODE da una memory card esterna permette di avviare e gestire la stampa senza nessun PC collegato. Di solito i controller anche se dotati di schermo lcd (anche a colori) non riescono ad eguagliare le funzionalità che si possono ottenere utilizzando un PC. Personalmente ho sviluppato questo software al quale si possono connettere diverse tipologie di schede. L'alta velocità del protocollo HID permette di utilizzare il PC normalmente, per fare altro (anche navigare e vedere un film o ascoltare musica) mentre si utilizza la stampante.
Il software non necessita di installazione in quanto tutto il necessario si trova all'interno della cartella Kontrol3D. Basterà copiare la cartella all interno dell hard disk e creare un collegamento dell icona dove si vuole (di solito nel desktop)

| TAB SETUP MOTORI | |
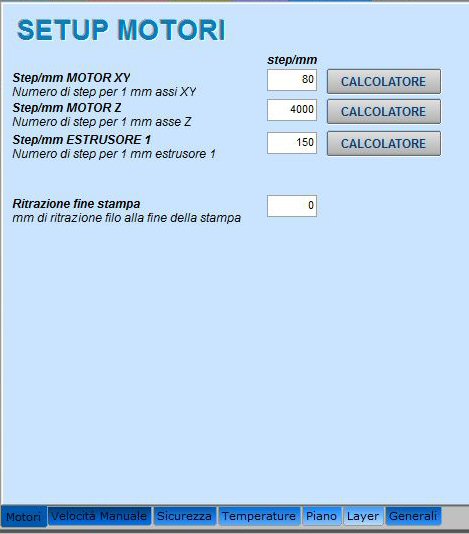 |
Nella tab della figura a sinistra si dovranno
inserire il numero di step
per ciascuno degli assi tenendo conto della meccanica della
stampante e se vi sono particolari rapporti di riduzione. Utilizzando uno stepmotor da 200 passi per giro, un carrello ad esso collegato ad ogni giro farebbe (num denti*passo cinghia) = 40 mm. Quindi per conoscere i passi per fare un mm si dovrà fare: 200 div 40 = 5. Dato che per migliorare la risoluzione la scheda utilizza il microstepping, si dovra moltiplicare 5 passi * 16 (il valore di microstepping settato) e si ottine il valore finale 80. Per la filettatura invece per muoversi di 0.8 mm si dovranno fare 200 passi che diventeranno 250 per un millimetro. Anche qui si dovrà tenere conto del microstepping per cui 250*16=4000 . Per calcolare gli step di estrusione la cosa è un pò più complicata |
| TAB VELOCITA' MANUALE | |
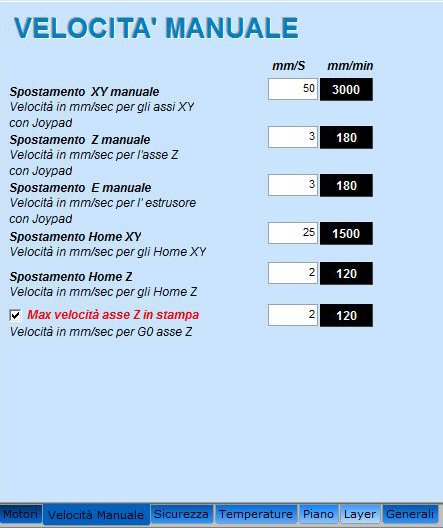 |
In questa TAB molto intuitiva si inseriranno i valori in
mm/sec per gestire le diverse tipologie di velocità che la
stampante dovrà avere durante gli spostamenti manuali. |
| TAB TEMPERATURA | |
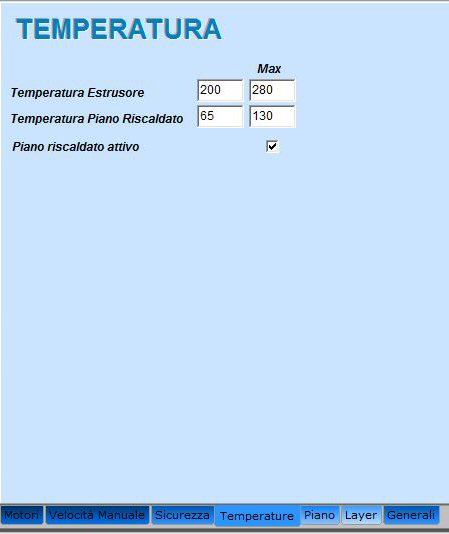 |
In questa TAB si dovranno settare le temperature di lavoro e
massime dell estrusore e del piano riscaldato. Quest'ultimo può
essere disattivato togliendo la relativa spunta. |
| TAB PIANO DI STAMPA | |
 |
In questa TAB si impostano le misure del piatto di stampa e di conseguenza nella TAB di visualizzazione del pezzo da stampare si vedranno le effettive dimensioni e il posizionamento del pezzo da stampare. Qualora il pezzo da stampare sia più grande del piano di stampa verrà generato un avvertimento. |
| TAB LAYER | |
 |
In questa TAB si potrà programmare una fermata durante il
processo di stampa ad uno o più layer stabiliti. Questa
funzionalità unica ed esclusiva di Kontrol3D permetterà di
inserire dadi, rondelle, cuscinetti ecc ecc all'interno del
pezzo da stampare. Oltre a selezionare i layer, si dovranno
stabilire altri parametri per parcheggiare l'estrusore in modo
da operare agevolmente sul pezzo il quale verrà tenuto fermo dai
motori sotto tensione al fine di non perdere la posizione di
stampa. |
| TAB GENERALI | |
 |
In questa TAB si potranno settare alcuni parametri di carattere generale |